

-
- 公司:
- 株洲基准标点精密机加工有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com

- 株洲机加工公司 199
- 湘潭铣床加工中心 150
- 长沙钣金加工 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题2310阅读 2021-03-23 07:54:31
- 电路板打样的板材选择2339阅读 2021-03-23 07:53:23
- PCB布线和工作流程2437阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局2292阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立2314阅读 2021-03-23 07:50:04

株洲数控加工咨询,精益求精,以质为本
2024-04-18 10:00:01 864次浏览

价 格:面议
数控加工是指,由控制系统发出指令使刀具作符合要求的各种运动,以数字和字母形式表示工件的形状和尺寸等技术要求和加工工艺要求进行的加工。 它泛指在数控机床上进行零件加工的工艺过程。
数控机床是一种用计算机来控制的机床,用来控制机床的计算机,不管是专用计算机、还是通用计算机都统称为数控系统。数控机床的运动和辅助动作均受控于数控系统发出的指令。而数控系统的指令是由程序员根据工件的材质、加工要求、机床的特性和系统所规定的指令格式(数控语言或符号)编制的。数控系统根据程序指令向伺服装置和其它功能部件发出运行或终断信息来控制机床的各种运动。当零件的加工程序结束时,机床便会自动停止。任何一种数控机床,在其数控系统中若没有输入程序指令,数控机床就不能工作。机床的受控动作大致包括机床的起动、停止;主轴的启停、旋转方向和转速的变换;进给运动的方向、速度、方式;刀具的选择、长度和半径的补偿;刀具的更换,冷却液的开起、关闭等。
数控编程
数控加工程序编制方法有手工(人工)编程和自动编程之分。手工编程,程序的全部内容是由人工按数控系统所规定的指令格式编写的。自动编程即计算机编程,可分为以语言和绘画为基础的自动编程方法。但是,无论是采用何种自动编程方法,都需要有相应配套的硬件和软件。
可见,实现数控加工编程是关键。但光有编程是不行的,数控加工还包括编程前必须要做的一系列准备工作及编程后的善后处理工作。一般来说数控加工工艺主要包括的内容如下:
⑴ 选择并确定进行数控加工的零件及内容;
⑵ 对零件图纸进行数控加工的工艺分析;
⑶数控加工的工艺设计;
⑷ 对零件图纸的数学处理;
⑸ 编写加工程序单;
⑹ 按程序单制作控制介质;
⑺程序的校验与修改;
⑻ 首件试加工与现场问题处理;
⑼数控加工工艺文件的定型与归档。
程序结构
程序段是可作为一个单位来处理的连续的字组,它实际是数控加工程序中的一段程序。零件加工程序的主体由若干个程序段组成。多数程序段是用来指令机床完成或执行某一动作。程序段是由尺寸字、非尺寸字和程序段结束指令构成。在书写和打印时,每个程序段一般占一行,在屏幕显示程序时也是如此。
-
 钣金机箱壳体加工有许多机器和设备,如车床、铣床、刨床、钻床、镗床、拉床、磨床和抛光机。这些机器和设备可以细分。 钣金机箱外壳加工有自己的一套极为严格的规范,主要包括材料准备和工艺两个方面,具体如下: 一、材料准备:设备应准备就绪,即所使20-12-04 09:03:01
钣金机箱壳体加工有许多机器和设备,如车床、铣床、刨床、钻床、镗床、拉床、磨床和抛光机。这些机器和设备可以细分。 钣金机箱外壳加工有自己的一套极为严格的规范,主要包括材料准备和工艺两个方面,具体如下: 一、材料准备:设备应准备就绪,即所使20-12-04 09:03:01 -
 钣金机箱壳体加工有许多机器和设备,如车床、铣床、刨床、钻床、镗床、拉床、磨床和抛光机。这些机器和设备可以细分。 钣金机箱外壳加工有自己的一套极为严格的规范,主要包括材料准备和工艺两个方面,具体如下: 一、材料准备:设备应准备就绪,即所使20-12-04 10:36:01
钣金机箱壳体加工有许多机器和设备,如车床、铣床、刨床、钻床、镗床、拉床、磨床和抛光机。这些机器和设备可以细分。 钣金机箱外壳加工有自己的一套极为严格的规范,主要包括材料准备和工艺两个方面,具体如下: 一、材料准备:设备应准备就绪,即所使20-12-04 10:36:01 -
 了解一下数控车床加工注意事项有哪些?一、数控车床加工合理选择切削量:对于高效金属切削加工的材料来说,切削工具和切削条件是三个主要因素。这些决定了加工时间,刀具寿命和加工质量。一种经济有效的加工方法必须是切削条件的合理选择。数控车床加工切削条20-07-22 17:17:37
了解一下数控车床加工注意事项有哪些?一、数控车床加工合理选择切削量:对于高效金属切削加工的材料来说,切削工具和切削条件是三个主要因素。这些决定了加工时间,刀具寿命和加工质量。一种经济有效的加工方法必须是切削条件的合理选择。数控车床加工切削条20-07-22 17:17:37 -
 数控加工中心是一种功能较全的数控加工机床。它把铣削、镗削、钻削、攻螺纹和切削螺纹等功能集中在一台设备上,使其具有多种工艺手段。加工中心设置有刀库,刀库中存放着不同数量的各种刀具或检具,在加工过程中由程序自动选用和更换。数控加工中心的加工质量21-08-11 17:18:01
数控加工中心是一种功能较全的数控加工机床。它把铣削、镗削、钻削、攻螺纹和切削螺纹等功能集中在一台设备上,使其具有多种工艺手段。加工中心设置有刀库,刀库中存放着不同数量的各种刀具或检具,在加工过程中由程序自动选用和更换。数控加工中心的加工质量21-08-11 17:18:01 -
 在对材料进行钣金加工时,应该注意尽量降低能耗,虽然对于一项操作任务来说,降低材料的投入量对于成本的回收没有太大的影响,所以对于长期大量的加工量,如果可以将缩短投入和损耗作为主要目的,就可以为厂家减少更多开支,为厂家带来更多经济效益。我公司专21-07-20 09:51:01
在对材料进行钣金加工时,应该注意尽量降低能耗,虽然对于一项操作任务来说,降低材料的投入量对于成本的回收没有太大的影响,所以对于长期大量的加工量,如果可以将缩短投入和损耗作为主要目的,就可以为厂家减少更多开支,为厂家带来更多经济效益。我公司专21-07-20 09:51:01 -
 精加工,即精密加工,是用高精度的加工机械进行的加工。实现零件精密加工的途径主要有两条:一是用高精密加工机床,加工高精度零件;二是用误差补偿技术,来提高零件的加工精度。我公司专门从事机加工服务,实力强,服务好,深受客户好评。零件依次通过的全部21-11-12 10:03:01
精加工,即精密加工,是用高精度的加工机械进行的加工。实现零件精密加工的途径主要有两条:一是用高精密加工机床,加工高精度零件;二是用误差补偿技术,来提高零件的加工精度。我公司专门从事机加工服务,实力强,服务好,深受客户好评。零件依次通过的全部21-11-12 10:03:01 -
 机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。 数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控21-11-12 12:39:01
机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。 数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控21-11-12 12:39:01 -
 钣金加工的应用范围:钣金零件是一种广泛应用于机电、轻工、汽车等领域的零件。具体包括以下几个方面:1.轿车领域。随着国内人民生活水平的提高,汽车将进入千家万户,这将促进国内汽车领域的快速发展。随着生产规划的扩大,汽车制造商必须外包非基地业务,21-07-29 10:45:01
钣金加工的应用范围:钣金零件是一种广泛应用于机电、轻工、汽车等领域的零件。具体包括以下几个方面:1.轿车领域。随着国内人民生活水平的提高,汽车将进入千家万户,这将促进国内汽车领域的快速发展。随着生产规划的扩大,汽车制造商必须外包非基地业务,21-07-29 10:45:01 -
 规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。我国已制定了数控铣床的精度标准,其中数控立式21-08-11 18:30:01
规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。我国已制定了数控铣床的精度标准,其中数控立式21-08-11 18:30:01 -
 按布局形式和适用范围加以区分铣床1.升降台铣床:有式、卧式和立式等,主要用于加工中小型零件,应用最广。2.龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件。3.单柱铣床和单臂铣床:前者的水平铣头可沿立柱导轨移动,工作台作纵20-12-04 09:00:01
按布局形式和适用范围加以区分铣床1.升降台铣床:有式、卧式和立式等,主要用于加工中小型零件,应用最广。2.龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件。3.单柱铣床和单臂铣床:前者的水平铣头可沿立柱导轨移动,工作台作纵20-12-04 09:00:01 -
 在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件21-07-20 09:33:02
在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件21-07-20 09:33:02 -
 在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件21-07-20 08:57:01
在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件21-07-20 08:57:01 -
 精密超精密机加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要21-08-20 10:03:01
精密超精密机加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要21-08-20 10:03:01 -
 数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。数控机床的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数21-08-20 09:51:01
数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。数控机床的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数21-08-20 09:51:01 -
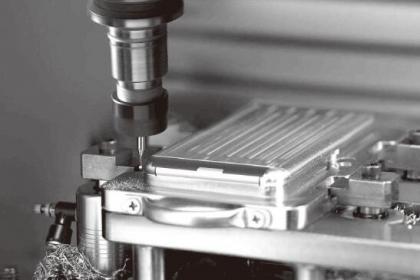
 数控车床可进行复杂回转体外形的加工。铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。数控铣床可以进行复杂外形和特征的加工。铣镗加工中心可进行三轴或多轴铣镗加工,用于加工,模具20-12-04 10:45:01
数控车床可进行复杂回转体外形的加工。铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。数控铣床可以进行复杂外形和特征的加工。铣镗加工中心可进行三轴或多轴铣镗加工,用于加工,模具20-12-04 10:45:01 -
 铣床的加工表面形状一般是由直线、圆弧或其他曲线所组成。普通铣床操作者根据图样的要求。不断改变刀具与工件之间的相对位置,再与选定的铣刀转速相配合,使刀具对工件进行切削加工,便可加工出各种不同形状的工件。数控铁床的特点是高柔性,即灵活、通用,可21-07-20 09:27:01
铣床的加工表面形状一般是由直线、圆弧或其他曲线所组成。普通铣床操作者根据图样的要求。不断改变刀具与工件之间的相对位置,再与选定的铣刀转速相配合,使刀具对工件进行切削加工,便可加工出各种不同形状的工件。数控铁床的特点是高柔性,即灵活、通用,可21-07-20 09:27:01 -
 非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、21-08-20 09:54:01
非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、21-08-20 09:54:01 -
 铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件20-08-24 09:33:01
铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件20-08-24 09:33:01 -
 在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床加工,零件加工的适应性强、灵活性好,能加21-07-20 11:00:01
在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床加工,零件加工的适应性强、灵活性好,能加21-07-20 11:00:01 -
 铣刀的结构分为4种:①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀20-12-04 09:03:01
铣刀的结构分为4种:①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀20-12-04 09:03:01
被浏览过 1838444 次 版权所有:株洲基准标点精密机加工有限公司(ID:11244671) 技术支持:胡俊芝
第10年

