

-
- 公司:
- 株洲基准标点精密机加工有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com

- 株洲机加工公司 199
- 湘潭铣床加工中心 150
- 长沙钣金加工 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题2310阅读 2021-03-23 07:54:31
- 电路板打样的板材选择2339阅读 2021-03-23 07:53:23
- PCB布线和工作流程2438阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局2292阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立2314阅读 2021-03-23 07:50:04

湘潭铣床加工,真诚合作、与时俱进
2024-04-19 06:00:02 792次浏览

价 格:面议
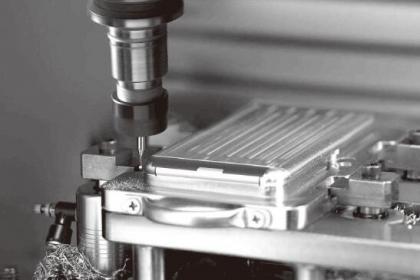
铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件上,铣刀旋转为主运动,辅以工作台或铣头的进给运动,工件即可获得所需的加工表面。由于是多刃断续切削,因而铣床的生产率较高。简单来说,铣床可以对工件进行铣削、钻削和镗孔加工的机床。
(4)龙门式铣床:床身水平布置,其两侧的立柱和连接梁构成门架的铣床。铣头装在横梁和立柱上,可沿其导轨移动。通常横梁可沿立柱导轨垂向移动,工作台可沿床身导轨纵向移动,用于大件加工。
(5)平面铣床:用于铣削平面和成形面的铣床。
(6)仿形铣床:对工件进行仿形加工的铣床。一般用于加工复杂形状工件。
(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常安装在升降台上的工作台和滑鞍可分别作纵向、横向移动。
(8)摇臂铣床:摇臂铣床亦可称为炮塔铣床,摇臂铣,铣,机床的炮塔铣床是一种轻型通用金属切削机床,具有立、卧铣两种功能,可铣削中、小零件的平面、斜面、沟槽和花键等。
5.加工板材信息——必须确定客户所加工板材的材质、厚度,以确定模具所选用的材质和间隙;
6.模具定位方向——要根据客户的加工要求来确定模具(特别是异形模具)定位销(槽)的方向。另外,除正方形刃口模具外,其余模具的导套或下模必须考虑两道键槽;
7.模具类型——模具种类繁多,必须要明确客户所订购的模具类型。
1.厚转塔型:ØAMADA(天田)系列A、B、C、D、E工位,Wilson80(整体式)和90(分体式)结构;
2.簿转塔型ØStrippt系列5/8工位,金方圆大工位进口、国产结构;小工位整体式结构(模具D=Ф31.75mm、Ф32mm两种);小工位分体式结构(进口螺纹和国产螺纹两种);ØMurata(村田)系列A、B、C、D、E、F等工位;ØTRUMPF(通快)系列0型、1、2、3型,重载1型和2型。
铣床和刨床的区别
铣床:是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。刨床:用刨刀对工件的平面、沟槽或成形表面进行刨削的直线运动机床。使用刨床加工,刀具较简单,但生产率较低(加工长而窄的平面除外),因而主要用于单件,小批量生产及机修车间,在大批量生产中往往被铣床所代替。根据结构和性能,刨床主要分为牛头刨床、龙门刨床、单臂刨床及专门化刨床(如刨削大钢板边缘部分的刨边机、刨削冲头和复杂形状工件的刨模机)等。
-
 钣金机箱壳体加工有许多机器和设备,如车床、铣床、刨床、钻床、镗床、拉床、磨床和抛光机。这些机器和设备可以细分。 钣金机箱外壳加工有自己的一套极为严格的规范,主要包括材料准备和工艺两个方面,具体如下: 一、材料准备:设备应准备就绪,即所使20-12-04 10:36:01
钣金机箱壳体加工有许多机器和设备,如车床、铣床、刨床、钻床、镗床、拉床、磨床和抛光机。这些机器和设备可以细分。 钣金机箱外壳加工有自己的一套极为严格的规范,主要包括材料准备和工艺两个方面,具体如下: 一、材料准备:设备应准备就绪,即所使20-12-04 10:36:01 -
 了解一下数控车床加工注意事项有哪些?一、数控车床加工合理选择切削量:对于高效金属切削加工的材料来说,切削工具和切削条件是三个主要因素。这些决定了加工时间,刀具寿命和加工质量。一种经济有效的加工方法必须是切削条件的合理选择。数控车床加工切削条20-07-22 17:17:37
了解一下数控车床加工注意事项有哪些?一、数控车床加工合理选择切削量:对于高效金属切削加工的材料来说,切削工具和切削条件是三个主要因素。这些决定了加工时间,刀具寿命和加工质量。一种经济有效的加工方法必须是切削条件的合理选择。数控车床加工切削条20-07-22 17:17:37 -
 精加工,即精密加工,是用高精度的加工机械进行的加工。实现零件精密加工的途径主要有两条:一是用高精密加工机床,加工高精度零件;二是用误差补偿技术,来提高零件的加工精度。我公司专门从事机加工服务,实力强,服务好,深受客户好评。零件依次通过的全部21-11-12 10:03:01
精加工,即精密加工,是用高精度的加工机械进行的加工。实现零件精密加工的途径主要有两条:一是用高精密加工机床,加工高精度零件;二是用误差补偿技术,来提高零件的加工精度。我公司专门从事机加工服务,实力强,服务好,深受客户好评。零件依次通过的全部21-11-12 10:03:01 -
 钣金加工的应用范围:钣金零件是一种广泛应用于机电、轻工、汽车等领域的零件。具体包括以下几个方面:1.轿车领域。随着国内人民生活水平的提高,汽车将进入千家万户,这将促进国内汽车领域的快速发展。随着生产规划的扩大,汽车制造商必须外包非基地业务,21-07-29 10:45:01
钣金加工的应用范围:钣金零件是一种广泛应用于机电、轻工、汽车等领域的零件。具体包括以下几个方面:1.轿车领域。随着国内人民生活水平的提高,汽车将进入千家万户,这将促进国内汽车领域的快速发展。随着生产规划的扩大,汽车制造商必须外包非基地业务,21-07-29 10:45:01 -
 按布局形式和适用范围加以区分铣床1.升降台铣床:有式、卧式和立式等,主要用于加工中小型零件,应用最广。2.龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件。3.单柱铣床和单臂铣床:前者的水平铣头可沿立柱导轨移动,工作台作纵20-12-04 09:00:01
按布局形式和适用范围加以区分铣床1.升降台铣床:有式、卧式和立式等,主要用于加工中小型零件,应用最广。2.龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件。3.单柱铣床和单臂铣床:前者的水平铣头可沿立柱导轨移动,工作台作纵20-12-04 09:00:01 -
 在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件21-07-20 08:57:01
在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件21-07-20 08:57:01 -
 数控车床可进行复杂回转体外形的加工。铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。数控铣床可以进行复杂外形和特征的加工。铣镗加工中心可进行三轴或多轴铣镗加工,用于加工,模具20-12-04 10:45:01
数控车床可进行复杂回转体外形的加工。铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。数控铣床可以进行复杂外形和特征的加工。铣镗加工中心可进行三轴或多轴铣镗加工,用于加工,模具20-12-04 10:45:01 -
 铣床的加工表面形状一般是由直线、圆弧或其他曲线所组成。普通铣床操作者根据图样的要求。不断改变刀具与工件之间的相对位置,再与选定的铣刀转速相配合,使刀具对工件进行切削加工,便可加工出各种不同形状的工件。数控铁床的特点是高柔性,即灵活、通用,可21-07-20 09:27:01
铣床的加工表面形状一般是由直线、圆弧或其他曲线所组成。普通铣床操作者根据图样的要求。不断改变刀具与工件之间的相对位置,再与选定的铣刀转速相配合,使刀具对工件进行切削加工,便可加工出各种不同形状的工件。数控铁床的特点是高柔性,即灵活、通用,可21-07-20 09:27:01 -
 非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、21-08-20 09:54:01
非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、21-08-20 09:54:01 -
 工序集中数控机床一般带有可以自动换刀的刀架、刀库,换刀过程由程序控制自动进行,因此,工序比较集中。工序集中带来巨大的经济效益:⑴减少机床占地面积,节约厂房。⑵减少或没有中间环节(如半成品的中间检测、暂存搬运等),既省时间又省人力。自动化数控20-07-31 13:15:29
工序集中数控机床一般带有可以自动换刀的刀架、刀库,换刀过程由程序控制自动进行,因此,工序比较集中。工序集中带来巨大的经济效益:⑴减少机床占地面积,节约厂房。⑵减少或没有中间环节(如半成品的中间检测、暂存搬运等),既省时间又省人力。自动化数控20-07-31 13:15:29 -
 钣金加工的应用范围:钣金零件是一种广泛应用于机电、轻工、汽车等领域的零件。具体包括以下几个方面:1.轿车领域。随着国内人民生活水平的提高,汽车将进入千家万户,这将促进国内汽车领域的快速发展。随着生产规划的扩大,汽车制造商必须外包非基地业务,21-07-29 10:06:01
钣金加工的应用范围:钣金零件是一种广泛应用于机电、轻工、汽车等领域的零件。具体包括以下几个方面:1.轿车领域。随着国内人民生活水平的提高,汽车将进入千家万户,这将促进国内汽车领域的快速发展。随着生产规划的扩大,汽车制造商必须外包非基地业务,21-07-29 10:06:01 -
 钣金加工的应用范围:钣金零件是一种广泛应用于机电、轻工、汽车等领域的零件。具体包括以下几个方面:1.轿车领域。随着国内人民生活水平的提高,汽车将进入千家万户,这将促进国内汽车领域的快速发展。随着生产规划的扩大,汽车制造商必须外包非基地业务,21-07-29 10:09:01
钣金加工的应用范围:钣金零件是一种广泛应用于机电、轻工、汽车等领域的零件。具体包括以下几个方面:1.轿车领域。随着国内人民生活水平的提高,汽车将进入千家万户,这将促进国内汽车领域的快速发展。随着生产规划的扩大,汽车制造商必须外包非基地业务,21-07-29 10:09:01 -
 “精密仪器及机械”学科以精密机械、电子学、光学和计算机技术等多学科理论和技术基础的融合为基本特征,培养学生具有深厚的数理、工程技术基础,有宽广知识面,较强的创新能力和实践能力。随着现代科学技术的发展,本学科所覆盖的“光机电算”一体化技术不仅20-08-24 09:45:01
“精密仪器及机械”学科以精密机械、电子学、光学和计算机技术等多学科理论和技术基础的融合为基本特征,培养学生具有深厚的数理、工程技术基础,有宽广知识面,较强的创新能力和实践能力。随着现代科学技术的发展,本学科所覆盖的“光机电算”一体化技术不仅20-08-24 09:45:01 -
 零件依次通过的全部加工过程称为工艺路线或工艺流程。技术人员根据工件产量、设备条件和工人技术情况等,确定并且用工艺文件规定的机械加工工艺过程,称为机械加工工艺规程。机械加工工艺规程是规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。因此21-11-12 11:21:01
零件依次通过的全部加工过程称为工艺路线或工艺流程。技术人员根据工件产量、设备条件和工人技术情况等,确定并且用工艺文件规定的机械加工工艺过程,称为机械加工工艺规程。机械加工工艺规程是规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。因此21-11-12 11:21:01 -
 生产效率高:单位时间内完成的零件数量或工艺内容较一般加工方式高出数倍 ,甚至成百上千倍。而且五金冲压工艺还可以在一套模具上采用一模多件、多工艺内 容组合加工的方式进一步提高生产效率。产品质量稳定和互换性好:采用五金冲压模具成形产品,影响产品21-07-30 14:24:01
生产效率高:单位时间内完成的零件数量或工艺内容较一般加工方式高出数倍 ,甚至成百上千倍。而且五金冲压工艺还可以在一套模具上采用一模多件、多工艺内 容组合加工的方式进一步提高生产效率。产品质量稳定和互换性好:采用五金冲压模具成形产品,影响产品21-07-30 14:24:01 -
 工业革命以前,机械大都是由木工手工制成的木结构,金属(主要是钢和铁)仅用以制造仪器、钟表、锁、泵和木结构机械上的小型零件。金属加工主要靠机匠的精工细作以达到需要的精度。随着蒸汽机的广泛使用以及随之出现的矿山、冶金、轮船和机车等大型机械的发展20-09-11 08:57:01
工业革命以前,机械大都是由木工手工制成的木结构,金属(主要是钢和铁)仅用以制造仪器、钟表、锁、泵和木结构机械上的小型零件。金属加工主要靠机匠的精工细作以达到需要的精度。随着蒸汽机的广泛使用以及随之出现的矿山、冶金、轮船和机车等大型机械的发展20-09-11 08:57:01 -
 钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加20-12-04 09:33:01
钣金机箱加工是钣金技术人员需要掌握的关键技术,也是钣金产品成形的重要工序。众所周知钣金机箱壳体被广泛使用,这是许多厂家需要使用的设备。那么大家知道钣金机箱清洗过程吗? 1.用水清洁金属板底盘的外部,以清除其外部的脏污。 2.通过在水中加20-12-04 09:33:01 -
 加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量21-07-24 11:48:01
加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量21-07-24 11:48:01 -
 我们常见的螺丝、螺帽等。不要看小小的螺丝那么普通,五金件加工成成品看起来虽然容易。事实上,过程是相当繁琐。一是要有螺杆样品的图纸,然后根据图纸的公差精度要求选择加工设备,设备做出半成品后再通过精震研磨去除毛边毛刺,使其表面光滑有光泽,防止伤20-09-11 10:54:02
我们常见的螺丝、螺帽等。不要看小小的螺丝那么普通,五金件加工成成品看起来虽然容易。事实上,过程是相当繁琐。一是要有螺杆样品的图纸,然后根据图纸的公差精度要求选择加工设备,设备做出半成品后再通过精震研磨去除毛边毛刺,使其表面光滑有光泽,防止伤20-09-11 10:54:02 -
 加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心21-08-11 18:06:02
加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心21-08-11 18:06:02
被浏览过 1839796 次 版权所有:株洲基准标点精密机加工有限公司(ID:11244671) 技术支持:胡俊芝
第10年

