

-
- 公司:
- 株洲基准标点精密机加工有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com

- 株洲机加工公司 199
- 湘潭铣床加工中心 150
- 长沙钣金加工 240
- 株洲CNC加工厂 46
- 株洲CNC精密零件加工 140
- 株洲精密机械零部件加工 45
- 株洲数控加工 68
- 株洲非标零件精密加工 112

- PCB设计EMC干扰问题2308阅读 2021-03-23 07:54:31
- 电路板打样的板材选择2339阅读 2021-03-23 07:53:23
- PCB布线和工作流程2437阅读 2021-03-23 07:52:15
- PCB交互式布局及模块化布局2292阅读 2021-03-23 07:51:09
- PCB封装完整性检查和封装库的建立2314阅读 2021-03-23 07:50:04

湘潭铣床加工服务,团队,经验丰富
2024-04-18 03:00:02 961次浏览

价 格:面议
铣床(milling machine)主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件上,铣刀旋转为主运动,辅以工作台或铣头的进给运动,工件即可获得所需的加工表面。由于是多刃断续切削,因而铣床的生产率较高。简单来说,铣床可以对工件进行铣削、钻削和镗孔加工的机床。
按布局形式和适用范围加以区分
铣床
1.升降台铣床:有式、卧式和立式等,主要用于加工中小型零件,应用广。
2.龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件。
3.单柱铣床和单臂铣床:前者的水平铣头可沿立柱导轨移动,工作台作纵向进给;后者的立铣头可沿悬臂导轨水平移动,悬臂也可沿立柱导轨调整高度。两者均用于加工大型零件。
铣刀的结构分为4种:
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式:这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
普通铣床数控化改造的一般步骤
(一)机械部分设计
对数控机床的改造主要的部分就是对其纵、横进给机构的改造及控制系统的设计改造,以便使其具有更加合理的结构和更的控制系统,便于其真正的应用于实际的生产中。
1. 工作台的进给运动
因为改造后主要加工圆弧、凸轮一类的平面曲线轮廓,所以采用微机数控实现三坐标两轴联动控制,工作台纵向(轴)、横向(轴)及垂直方向(轴)的运动,分别由步进电动机经过一级齿轮减速后,由滚珠丝杠螺母副拖动。由于铣削时作用在电动机轴上的负载转矩较大,所以要选择大功率的步进电动机。而大功率的步进电动机的驱动较困难,步进电动机没有过载能力,在高速运动时转矩下降很多,容易丢步。要使改造后的铣床进给伺服性能较好,在改造时采用直流伺服电动机驱动。
-
 钣金机箱壳体加工有许多机器和设备,如车床、铣床、刨床、钻床、镗床、拉床、磨床和抛光机。这些机器和设备可以细分。 钣金机箱外壳加工有自己的一套极为严格的规范,主要包括材料准备和工艺两个方面,具体如下: 一、材料准备:设备应准备就绪,即所使20-12-04 09:03:01
钣金机箱壳体加工有许多机器和设备,如车床、铣床、刨床、钻床、镗床、拉床、磨床和抛光机。这些机器和设备可以细分。 钣金机箱外壳加工有自己的一套极为严格的规范,主要包括材料准备和工艺两个方面,具体如下: 一、材料准备:设备应准备就绪,即所使20-12-04 09:03:01 -
 数控加工中心是一种功能较全的数控加工机床。它把铣削、镗削、钻削、攻螺纹和切削螺纹等功能集中在一台设备上,使其具有多种工艺手段。加工中心设置有刀库,刀库中存放着不同数量的各种刀具或检具,在加工过程中由程序自动选用和更换。数控加工中心的加工质量21-08-11 17:18:01
数控加工中心是一种功能较全的数控加工机床。它把铣削、镗削、钻削、攻螺纹和切削螺纹等功能集中在一台设备上,使其具有多种工艺手段。加工中心设置有刀库,刀库中存放着不同数量的各种刀具或检具,在加工过程中由程序自动选用和更换。数控加工中心的加工质量21-08-11 17:18:01 -
 在对材料进行钣金加工时,应该注意尽量降低能耗,虽然对于一项操作任务来说,降低材料的投入量对于成本的回收没有太大的影响,所以对于长期大量的加工量,如果可以将缩短投入和损耗作为主要目的,就可以为厂家减少更多开支,为厂家带来更多经济效益。我公司专21-07-20 09:51:01
在对材料进行钣金加工时,应该注意尽量降低能耗,虽然对于一项操作任务来说,降低材料的投入量对于成本的回收没有太大的影响,所以对于长期大量的加工量,如果可以将缩短投入和损耗作为主要目的,就可以为厂家减少更多开支,为厂家带来更多经济效益。我公司专21-07-20 09:51:01 -
 精加工,即精密加工,是用高精度的加工机械进行的加工。实现零件精密加工的途径主要有两条:一是用高精密加工机床,加工高精度零件;二是用误差补偿技术,来提高零件的加工精度。我公司专门从事机加工服务,实力强,服务好,深受客户好评。零件依次通过的全部21-11-12 10:03:01
精加工,即精密加工,是用高精度的加工机械进行的加工。实现零件精密加工的途径主要有两条:一是用高精密加工机床,加工高精度零件;二是用误差补偿技术,来提高零件的加工精度。我公司专门从事机加工服务,实力强,服务好,深受客户好评。零件依次通过的全部21-11-12 10:03:01 -
 机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。 数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控21-11-12 12:39:01
机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。 数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控21-11-12 12:39:01 -
 钣金加工的应用范围:钣金零件是一种广泛应用于机电、轻工、汽车等领域的零件。具体包括以下几个方面:1.轿车领域。随着国内人民生活水平的提高,汽车将进入千家万户,这将促进国内汽车领域的快速发展。随着生产规划的扩大,汽车制造商必须外包非基地业务,21-07-29 10:45:01
钣金加工的应用范围:钣金零件是一种广泛应用于机电、轻工、汽车等领域的零件。具体包括以下几个方面:1.轿车领域。随着国内人民生活水平的提高,汽车将进入千家万户,这将促进国内汽车领域的快速发展。随着生产规划的扩大,汽车制造商必须外包非基地业务,21-07-29 10:45:01 -
 规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。我国已制定了数控铣床的精度标准,其中数控立式21-08-11 18:30:01
规格较小的升降台式数控铣床,其工作台宽度多在400mm以下,它适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,工作台在500—600mm以上,用来解决大尺寸复杂零件的加工需要。我国已制定了数控铣床的精度标准,其中数控立式21-08-11 18:30:01 -
 按布局形式和适用范围加以区分铣床1.升降台铣床:有式、卧式和立式等,主要用于加工中小型零件,应用最广。2.龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件。3.单柱铣床和单臂铣床:前者的水平铣头可沿立柱导轨移动,工作台作纵20-12-04 09:00:01
按布局形式和适用范围加以区分铣床1.升降台铣床:有式、卧式和立式等,主要用于加工中小型零件,应用最广。2.龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件。3.单柱铣床和单臂铣床:前者的水平铣头可沿立柱导轨移动,工作台作纵20-12-04 09:00:01 -
 在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件21-07-20 09:33:02
在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件21-07-20 09:33:02 -
 在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件21-07-20 08:57:01
在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件21-07-20 08:57:01 -
 精密超精密机加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要21-08-20 10:03:01
精密超精密机加工技术 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要21-08-20 10:03:01 -
 数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。数控机床的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数21-08-20 09:51:01
数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。数控机床的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数21-08-20 09:51:01 -
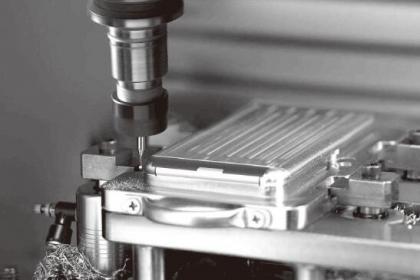
 数控车床可进行复杂回转体外形的加工。铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。数控铣床可以进行复杂外形和特征的加工。铣镗加工中心可进行三轴或多轴铣镗加工,用于加工,模具20-12-04 10:45:01
数控车床可进行复杂回转体外形的加工。铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。数控铣床可以进行复杂外形和特征的加工。铣镗加工中心可进行三轴或多轴铣镗加工,用于加工,模具20-12-04 10:45:01 -
 铣床的加工表面形状一般是由直线、圆弧或其他曲线所组成。普通铣床操作者根据图样的要求。不断改变刀具与工件之间的相对位置,再与选定的铣刀转速相配合,使刀具对工件进行切削加工,便可加工出各种不同形状的工件。数控铁床的特点是高柔性,即灵活、通用,可21-07-20 09:27:01
铣床的加工表面形状一般是由直线、圆弧或其他曲线所组成。普通铣床操作者根据图样的要求。不断改变刀具与工件之间的相对位置,再与选定的铣刀转速相配合,使刀具对工件进行切削加工,便可加工出各种不同形状的工件。数控铁床的特点是高柔性,即灵活、通用,可21-07-20 09:27:01 -
 非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、21-08-20 09:54:01
非标零部件是相对于标准零部件提出来的。非标准件主要是国家没有定出严格的标准规格,没有相关的参数规定之外,由企业自由控制的其他配件。标准零部件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、21-08-20 09:54:01 -
 铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件20-08-24 09:33:01
铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件20-08-24 09:33:01 -
 在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床加工,零件加工的适应性强、灵活性好,能加21-07-20 11:00:01
在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床加工,零件加工的适应性强、灵活性好,能加21-07-20 11:00:01 -
 铣刀的结构分为4种:①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀20-12-04 09:03:01
铣刀的结构分为4种:①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀20-12-04 09:03:01 -
 外购件费:公司从供应商处直接购买的产品和零部件,如机加工件,标准件,非金属件,标签等所产生的采购费用。在计算时要注意加上5%-15%的代理费用。 表处费:由公司或者委托外协厂对产品或零件部件进行喷粉,喷漆,电镀,氧化等表面处理所产生的费用21-08-11 16:39:01
外购件费:公司从供应商处直接购买的产品和零部件,如机加工件,标准件,非金属件,标签等所产生的采购费用。在计算时要注意加上5%-15%的代理费用。 表处费:由公司或者委托外协厂对产品或零件部件进行喷粉,喷漆,电镀,氧化等表面处理所产生的费用21-08-11 16:39:01 -
 我们常见的螺丝、螺帽等。不要看小小的螺丝那么普通,五金件加工成成品看起来虽然容易。事实上,过程是相当繁琐。一是要有螺杆样品的图纸,然后根据图纸的公差精度要求选择加工设备,设备做出半成品后再通过精震研磨去除毛边毛刺,使其表面光滑有光泽,防止伤20-09-11 10:33:02
我们常见的螺丝、螺帽等。不要看小小的螺丝那么普通,五金件加工成成品看起来虽然容易。事实上,过程是相当繁琐。一是要有螺杆样品的图纸,然后根据图纸的公差精度要求选择加工设备,设备做出半成品后再通过精震研磨去除毛边毛刺,使其表面光滑有光泽,防止伤20-09-11 10:33:02
被浏览过 1837844 次 版权所有:株洲基准标点精密机加工有限公司(ID:11244671) 技术支持:胡俊芝
第10年

